The Role of Contamination in the Failure of Electrofusion Assemblies for Polymer Pipelines
By PPN Editor
Introduction
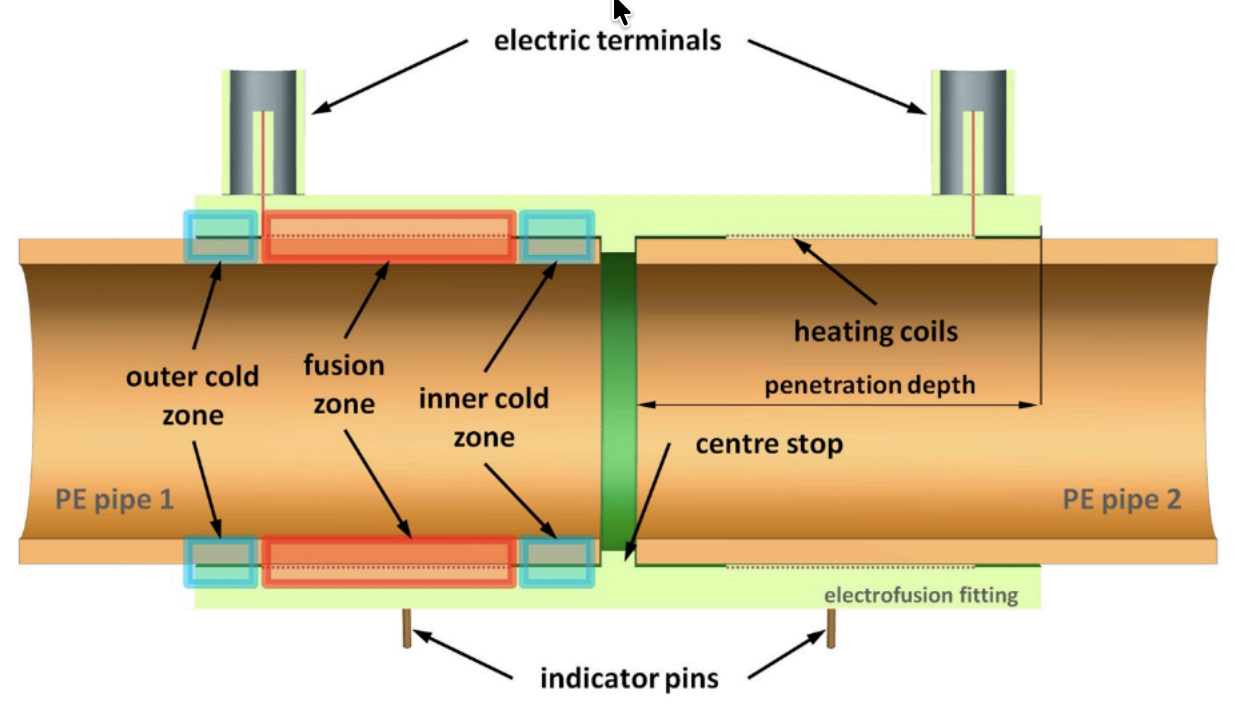
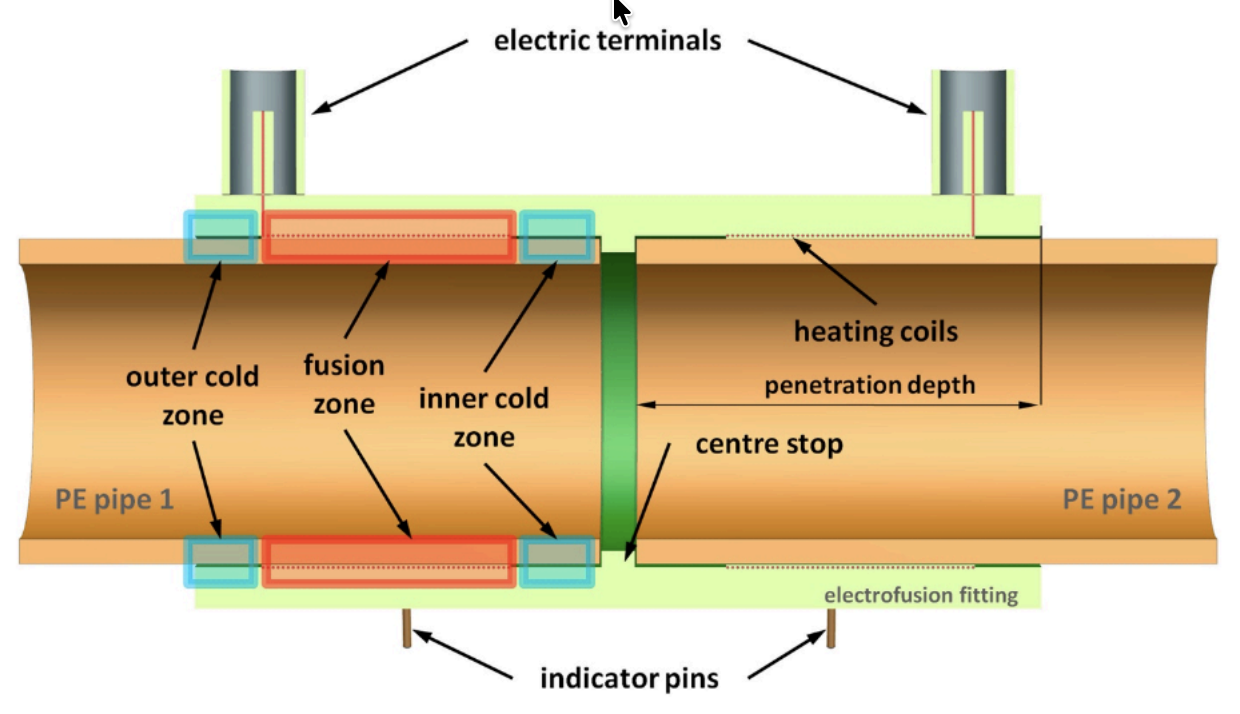
Electrofusion (EF) jointing is a widely adopted method for joining polyethylene (PE) pipes and fittings, particularly in pressure applications. This process utilizes electrical resistance in copper windings to fuse the pipe and fitting materials together, creating a strong and durable joint. Despite the convenience and effectiveness of EF jointing, contamination of the pipe surfaces can severely compromise the integrity of the joint, leading to failures.
Recent observations by ExcelPlas plastic pipe testing consultants highlight an increase in EF failures linked to contaminants such as silicone-based sun creams, greases and clay dust. This article explores how contamination affects electrofusion assemblies and emphasizes best practices for ensuring joint quality.
Understanding Electrofusion Jointing
Electrofusion jointing involves heating an electrically conductive copper coil embedded in a fitting to melt the PE material of the pipe and fitting. This process forms a homogeneous bond between the components. For optimal performance, it is crucial that the surfaces to be joined are clean and free from contaminants, as any impurities can impair the fusion process.
The Impact of Contamination
Contaminants on the pipe surface can lead to several issues:
- Poor Fusion Quality: Contaminants like silicone sun creams, greases or clay dust can prevent proper melting and bonding of the PE materials. The resulting joint may be weak or prone to premature failure.
- Inconsistent Heating: Substances that interfere with heat transfer can lead to uneven heating, affecting the uniformity of the joint.
- Surface Energy: Some contaminants such as silicones can coat the PE or the fusion equipment, potentially low the surface energy causing poor fusion and lack of molecular interpenetration at the weld interface.
Key Tools for Effective Electrofusion Jointing
To achieve reliable electrofusion joints, it is essential to use the correct tools and follow stringent preparation procedures. The following tools are recommended:
- Rotational Peeling Tool: This tool removes a continuous minimum of 0.2mm of material per pass from the pipe surface. It ensures the removal of the oxidized and/or contaminated PE layer necessary for a successful fusion.
- Deburring Tool: Used to remove sharp edges from the pipe, preventing potential damage to the fitting during the jointing process.
- Approved Alcohol Cleaning Wipes: Essential for final surface cleaning, these wipes should be manufacturer-approved to avoid introducing contaminants.
- Alignment Clamps: These clamps align the pipe and fitting, ensuring no bending stresses during the welding process.
- Environment Protection Enclosures: Such as tents or shade apparatus to protect against adverse weather conditions and contamination from wind-blown dust.
Surface Preparation and Cleaning
Peeling Tools:
- Mechanical and Rotational Peeling Tools: Ensure uniform removal of the oxidized surface layer. Regular maintenance and blade servicing are necessary to achieve the required peel thickness of 0.20mm. Blunt blades can lead to inadequate peeling and compromised joint strength.
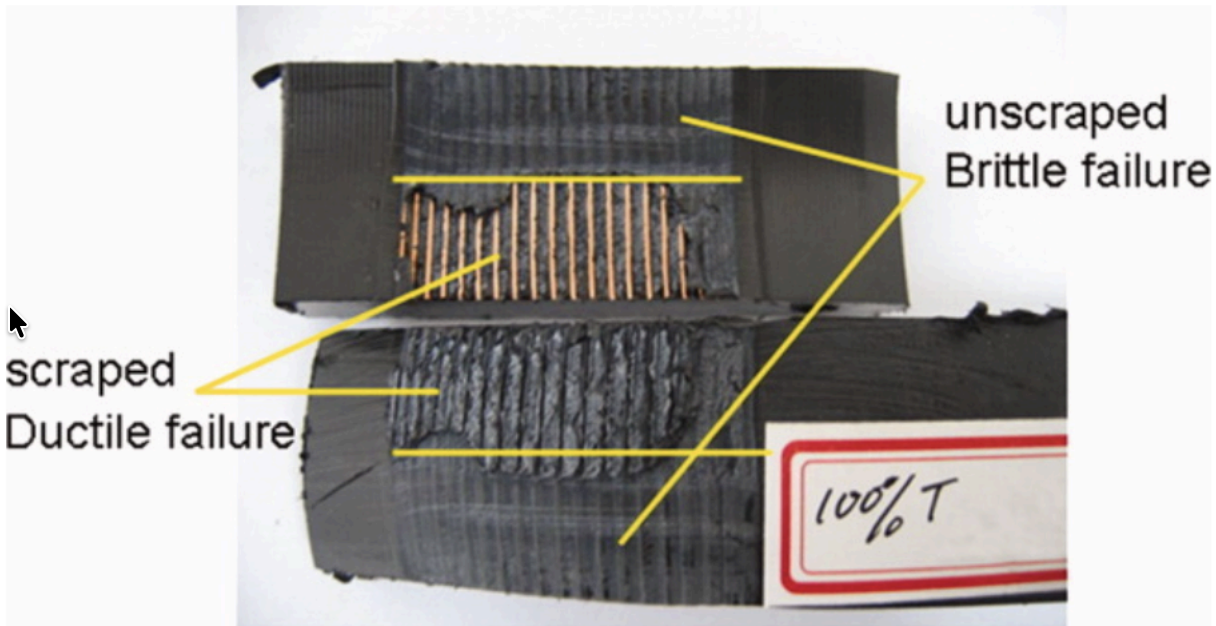
- Avoid Hand Scrapers: These tools are not suitable for the precise removal of the oxidized layer and may leave inconsistencies. The photograph below shows brittle failure in a tested EF coupling due to inconsistent scrapping and the residual oxidized surface layer.
Surface Cleaning:
- Mechanical and Rotational Peeling Tools: Ensure uniform removal of the oxidized surface layer. Regular maintenance and blade servicing are necessary to achieve the required peel thickness of 0.20mm. Blunt blades can lead to inadequate peeling and compromised joint strength.
- Avoid Hand Scrapers: These tools are not suitable for the precise removal of the oxidized layer and may leave inconsistencies. The photograph below shows brittle failure in a tested EF coupling due to inconsistent scrapping and the residual oxidized surface layer.
Addressing Surface Contamination:
- Cleanliness: Ensure that the pipe and fitting surfaces are clean and free of contaminants like hand creams, dirt, or detergent. For slip couplings, clean the entire area where the fitting will pass over the pipe.
- Avoid Detergents: Do not use detergents or surfactants for cleaning, as they can leave chemical surface active residues that adversely affect the fusion process.
Site and Weather Conditions:
Proper environmental conditions are crucial for successful electrofusion:
- Shelter and Shade: Protect the jointing area from extreme temperatures, high winds, and direct sunlight. Use light-coloured tents to mitigate heat absorption of black PE pipes and minimize wind-blown dust contamination.
- Ambient Temperature Considerations: Some electrofusion control units feature temperature compensation sensors that adjust the heat cycle time based on ambient temperature. Ensure that the pipe and fittings are at or near the ambient temperature before jointing.
- Workspace Clearance: Provide adequate space around the pipe for access and manoeuvring. A minimum clearance of 150 mm is recommended.
Conclusions
Contamination is a significant factor leading to the failure of electrofusion assemblies for polymer pipelines. Proper preparation, including the use of appropriate peeling and cleaning tools, adherence to cleaning protocols, and maintaining suitable environmental conditions, is crucial to ensure the integrity and reliability of electrofusion joints. By following these guidelines and employing the correct tools, the likelihood of joint failures due to contamination can be significantly reduced, ensuring long-lasting and effective pipeline fusion connections and welds.
About ExcelPlas
ExcelPlas operates a NATA-accredited polymer testing laboratory in Australia, specializing in the analysis and testing of plastic pipes and industrial fittings. The laboratory offers a wide range of services, including material and contaminant identification, failure analysis, and competitive analysis. ExcelPlas is known for its expertise in handling challenging polymer pipe failures and addressing various issues such as mechanical failure, chemical attack, oxidative 4 degradation, environmental stress cracking, and fusion welding problems. They also provide construction quality assurance for polymer pipe installations and perform third-party quality assurance testing, including weld integrity testing and material conformance testing. Clients have praised ExcelPlas for their highquality testing, analysis, and prompt service.
Copyright ExcelPlas 2024